 ENG
ENG 
1. Role a aplikace Vstřikovací lis PVC
Jako základní vybavení průmyslu zpracování plastů hraje vstřikovací lis PVC zásadní roli v dnešní oblasti průmyslové výroby. Polyvinylchlorid (PVC), jako všestranný, nákladově efektivní a odolný termoplastický materiál, je široce používán v mnoha oblastech, jako je stavebnictví, lékařství, automobily a spotřební zboží prostřednictvím procesu vstřikování.

Vstřikovací lis PVC je speciální vstřikovací zařízení speciálně používané pro zpracování polyvinylchloridových materiálů, které zaujímá nezastupitelné místo v průmyslu zpracování plastů. Podle statistik průmyslových údajů asi 23 % světové produkce vstřikování plastů zahrnuje PVC materiály, zejména v oblasti stavebních trubek, lékařského vybavení a drátů a kabelů, poměr použití vstřikovacích lisů PVC je až více než 60 %. Za tímto širokým uplatněním stojí jedinečné výkonnostní výhody samotných PVC materiálů a účinná kombinace procesu vstřikování.
Hlavní funkcí vstřikovacího lisu PVC je přeměnit suroviny na plastové výrobky s přesnou velikostí a funkčními vlastnostmi prostřednictvím tří klíčových fází: tepelná plastifikace, vysokotlaké vstřikování a formování. Ve srovnání s obecnými vstřikovacími stroji jsou vstřikovací stroje z PVC optimalizovány pro vlastnosti PVC materiálů a mohou účinně překonat technické potíže při zpracování PVC, jako je špatná tepelná stabilita, vysoká viskozita taveniny a snadný rozklad. Ve stavebnictví mají potrubní tvarovky, spoje a dveřní a okenní doplňky vyráběné vstřikovacími lisy na PVC vynikající odolnost proti povětrnostním vlivům a chemickou stabilitu; v lékařské oblasti splňují produkty, jako jsou infuzní vaky a katétry lisované vstřikováním z PVC, přísné požadavky na biokompatibilitu.
Z pohledu průmyslového řetězce jsou vstřikovací lisy PVC ve středním článku mezi surovinami a terminálovými aplikacemi a jejich technická úroveň přímo ovlivňuje kvalitu a výrobní náklady finálního produktu. Kvalifikovaný vstřikovací stroj na PVC se obvykle skládá z klíčových komponent, jako je vstřikovací systém, systém upínání forem, hydraulický systém, řídicí systém a systém regulace teploty. Koordinovaná práce těchto systémů zajišťuje, že PVC materiály mohou dokončit proces formování za optimálních podmínek. Se zlepšováním požadavků na ochranu životního prostředí a růstem lékařských potřeb se vstřikovací lisy PVC vyvíjejí přesnějším, energeticky úspornějším a inteligentnějším směrem.
Odvětvová specifičnost vstřikovacích lisů PVC se odráží také v jejich přizpůsobivosti složení materiálů. PVC jako plast, jehož vlastnosti lze upravit přísadami, se dělí do dvou kategorií: tuhé PVC (RPVC) a pružné PVC (FPVC). Pevné PVC má vysokou pevnost a tuhost a často se používá ve stavebních materiálech; zatímco flexibilní PVC se stává měkkým a elastickým díky přidání změkčovadel a je vhodné pro výrobky, jako jsou lékařské trubky. Vstřikovací lisy na PVC musí být schopny zvládnout tyto dva výrazně odlišné typy materiálů, což vyžaduje, aby zařízení mělo širší procesní okno a flexibilnější možnosti nastavení parametrů. Současně, se stále přísnějšími ekologickými předpisy, aplikace bezolovnatých stabilizátorů a nových ekologických změkčovadel klade také nové technické požadavky na vstřikovací lisy na PVC.
Z hlediska ekonomických výhod poskytují vstřikovací lisy PVC výrobcům vysoce konkurenceschopná výrobní řešení. Ve srovnání se zpracováním kovů nebo jinými procesy lisování plastů má vstřikování PVC výhody krátkého cyklu, vysokého využití materiálu a nízké pracovní náročnosti, což je zvláště vhodné pro výrobu standardizovaných produktů ve velkém měřítku. Vezmeme-li jako příklad potrubní tvarovky z PVC ve stavebnictví, denní výrobní kapacita středně velkého vstřikovacího stroje na PVC může dosáhnout 5 000–8 000 kusů a chybu hmotnosti produktu lze kontrolovat v rozmezí ± 0,5 %. Takové přesnosti a účinnosti je obtížné dosáhnout jinými procesy. Kromě toho se vstřikovací lisy na PVC také vyznačují dlouhou životností formy (obvykle až 500 000 až 1 milionkrát) a relativně nízkou spotřebou energie (asi 40% úspora energie ve srovnání s tlakovým litím kovů), což dále snižuje výrobní náklady.
S neustálým rozvojem trendu „plast nahrazujícího ocel“ bude význam vstřikovacích lisů PVC dále zdůrazňován. Zejména v aplikační oblasti zaměřené na lehkost, odolnost proti korozi a kontrolu nákladů výrobky pro vstřikování PVC neustále nahrazují tradiční materiály. Jako klíčové zařízení pro dosažení této transformace budou technologické inovace a rozšíření trhu vstřikovacích lisů na PVC i nadále přitahovat pozornost průmyslu.
2. Princip činnosti a procesní tok vstřikovacích lisů PVC
Pracovní princip vstřikovacích lisů na PVC je založen na formovacích vlastnostech termoplastů. Přesným řízením parametrů, jako je teplota, tlak a rychlost, se suroviny PVC přeměňují na produkty požadovaného tvaru. Tento proces integruje multidisciplinární technologie, jako je strojírenství, věda o materiálech a automatické řízení, aby vytvořil komplexní a přesný systém zpracování. Pochopení principu činnosti vstřikovacích lisů PVC je zásadní pro optimalizaci výrobních procesů a zlepšení kvality výrobků.
Složení a funkce systému
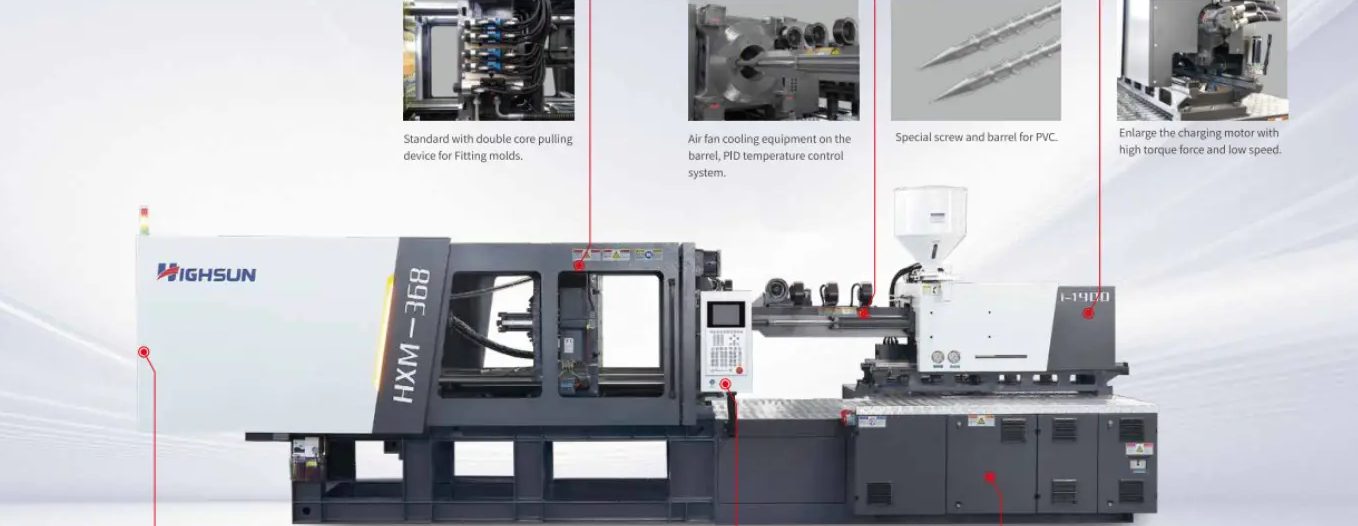
Vstřikovací lis PVC se skládá hlavně z pěti systémů: vstřikovací systém, upínací systém, hydraulický systém, řídicí systém a systém regulace teploty. Vstřikovací systém je zodpovědný za plastifikaci a vstřikování PVC materiálů. Je hlavní částí zařízení a zahrnuje klíčové komponenty, jako je násypka, válec, šroub a tryska. Na rozdíl od obecných vstřikovacích lisů má šnek vstřikovacího lisu na PVC obvykle speciální konstrukci s malým poměrem délky k průměru (L/D) (obecně mezi 18:1 a 22:1) a nízkým kompresním poměrem (asi 1,8-2,5), aby se snížil příkon smykového tepla do materiálů z PVC citlivých na teplo. Upínací systém zajišťuje otevírání a zavírání formy a upínací sílu, aby bylo zajištěno, že forma nebude tlačena do otevření tlakem taveniny během procesu formování. Jeho konstrukční formy zahrnují přepínací typ, hydraulický typ a elektrický typ. Hydraulický systém dodává energii celému stroji a řídí pohyb každého aktuátoru; řídicí systém je zodpovědný za nastavení parametrů, řízení programu a monitorování procesu; systém regulace teploty udržuje přesnou teplotu válce a formy, což je zvláště důležité u materiálů citlivých na teplo, jako je PVC.
Analýza pracovního cyklu
Vstřikování PVC je cyklický proces a každý cyklus obsahuje řadu uspořádaných akcí. Podle průmyslových standardů zahrnuje kompletní pracovní cyklus následující fáze: uzavření formy → vstřikování → udržování tlaku → chlazení → plastifikace → otevírání formy → vyhazování výrobků.
Ve fázi uzavírání formy je forma uzavřena pod vysokým tlakem a upínací síla se vypočítává na základě plochy promítání produktu a vstřikovacího tlaku, obvykle 30-80 MPa. Ve fázi vstřikování se šnek pohybuje dopředu, aby vstřikoval roztavený PVC na předním konci válce do dutiny formy při vysokém tlaku (obvykle 80-180 MPa) a vysoké rychlosti. Tento proces trvá několik sekund a rychlost vstřikování lze řídit po částech, aby se přizpůsobila složitým strukturám produktů. Udržování určitého tlaku ve fázi udržování tlaku pro doplnění materiálu redukovaného v důsledku smrštění chladem je rozhodující pro rozměrovou přesnost a kvalitu povrchu produktu. Fáze chlazení umožňuje ztuhnutí produktu ve formě a doba závisí na tloušťce stěny a účinnosti chlazení. Ve fázi plastifikace se šnek otáčí, aby přepravil a roztavil nový materiál dopředu, aby se připravil na další cyklus, a zároveň se stáhne do nastavené polohy. Nakonec se forma otevře a vyhazovací mechanismus vyjme produkt z formy, aby se dokončil cyklus.
Tabulka: Typické rozsahy procesních parametrů pro vstřikování PVC
| Kategorie parametru | Pevné PVC (RPVC) | Měkké PVC (FPVC) | Klíčový dopad |
| Teplota sudu (℃) | 160-190 | 150-180 | Tekutost taveniny, riziko tepelného rozkladu |
| Teplota formy (℃) | 30-50 | 20-40 | Rychlost ochlazování, povrchový lesk |
| Vstřikovací tlak (MPa) | 80-150 | 70-130 | Celistvost výplně formy, vnitřní pnutí |
| Přídržný tlak (MPa) | 40-80 | 30-60
| Smrštění, rozměrová přesnost |
| Rychlost šneku (ot./min.) |
30-70 | 25-60
| Kvalita plastifikace, smykové teplo |
| Zpětný tlak (MPa) | 3-10 | 2-8 | Hustota taveniny, účinnost plastifikace |
- Zvláštnosti zpracování PVC
Vstřikování PVC má ve srovnání s běžnými plasty, jako jsou PP a PE, značné procesní rozdíly, což je způsobeno především materiálovými vlastnostmi PVC. PVC má špatnou tepelnou stabilitu a snadno se rozkládá za vzniku chlorovodíku (HCl) při vysokých teplotách. Proto je teplotní okno zpracování úzké, obvykle se řídí v rozmezí 150-190 °C, což je mnohem nižší než jeho teoretická teplota rozkladu (asi 210 °C). Aby se vyhovělo této výzvě, jsou vstřikovací lisy na PVC obvykle vybaveny přesnějšími systémy regulace teploty, s přesností regulace teploty v zóně až ±1 °C a speciální konstrukcí šneku pro snížení smykového zahřívání. PVC tavenina má zároveň vysokou viskozitu a špatné tokové vlastnosti, což vyžaduje vyšší vstřikovací tlak (obvykle o 20-30% vyšší než PP), aby se forma zcela vyplnila. Kromě toho mohou přísady ve vzorcích PVC, jako jsou stabilizátory a maziva, vytvářet usazeniny v válci, takže vstřikovací lisy na PVC vyžadují častější čištění a údržbu.
- Principy plastifikace a vstřikování
Proces plastifikace PVC je komplexní proces přeměny fyzikálního stavu. Poté, co pevné částice PVC vstoupí do sudu z násypky, procházejí při zahřívání a střihu přeměnou ze skelného stavu, vysoce elastického stavu do stavu viskózního toku. Rotace šneku generuje odporový tok pro transport materiálu vpřed, zatímco střižné působení a vnější ohřev postupně taví PVC. Vzhledem k tomu, že PVC je polární materiál, jeho chování při tavení je odlišné od chování nepolárních plastů, jako je PE, a vyžaduje vyšší spotřebu energie. Na konci plastifikace se roztavený PVC hromadí na předním konci šneku a tlačí šroub zpět do nastavené polohy. Ve fázi vstřikování se šnek přemění na plunžr a tavenina je vstřikována do dutiny formy konstantní rychlostí nebo segmentovou rychlostí pod tlakem hydraulického válce. Chování toku taveniny PVC v dutině formy je ovlivněno teplotou formy, konstrukcí žlabu a parametry vstřikování. Rozumné nastavení procesu může zabránit defektům, jako jsou stopy po stříkání a čáry svarů.
- Klíčové body řízení procesů
Úspěšné vstřikování PVC závisí na přesné kontrole klíčových parametrů. Regulace teploty je primárním faktorem. Hlaveň je obvykle rozdělena do 3-5 teplotních zón. Teplotní gradient stoupá od přívodního otvoru k trysce, ale maximální teplota nepřesahuje 190 °C, aby se zabránilo rozkladu. Rychlost vstřikování ovlivňuje režim plnění taveniny a orientaci molekul. Silnostěnné produkty by měly být plněny nízkou rychlostí, aby se snížilo zbytkové pnutí, zatímco tenkostěnné díly vyžadují vysokorychlostní vstřikování, aby se zabránilo předčasné koagulaci. Nastavení přídržného tlaku a doby přímo ovlivňuje rychlost smrštění a rozměrovou stálost výrobku a je třeba jej optimalizovat podle struktury výrobku a vlastností materiálu. Doba chlazení tvoří 60-70 % celého cyklu. Optimalizace návrhu kanálů chladicí vody může zlepšit efektivitu výroby. Vstřikovací lisy na PVC většinou používají řídicí systémy s uzavřenou smyčkou pro sledování a úpravu těchto parametrů v reálném čase, aby byla zajištěna stabilita procesu a konzistence produktu.
Pracovní princip vstřikovacích lisů na PVC ztělesňuje dokonalou kombinaci mechanického designu a materiálové vědy. Přesným řízením termodynamických a reologických procesů se suroviny PVC přeměňují na plastové výrobky s různými funkcemi. Zvládnutí těchto principů je teoretickým základem pro optimalizaci výrobních procesů a řešení problémů s kvalitou.
3. Charakteristiky zařízení a technické výhody vstřikovacího stroje na PVC
Jako typ speciálního zařízení na zpracování plastů má vstřikovací stroj PVC řadu jedinečných designů, které odpovídají vlastnostem materiálu. Tyto vlastnosti umožňují prokázat významné technické výhody při zpracování PVC materiálů. Od mechanické konstrukce až po řídicí systém, každý článek vstřikovacího stroje PVC odráží pečlivý design pro speciální potřeby zpracování PVC.
- Speciální konstrukce šroubu
Základním rysem vstřikovacího stroje PVC je jeho speciální šroubová struktura. Ve srovnání s běžnými šrouby pro vstřikovací lisy mají speciální šrouby z PVC následující vlastnosti: malý poměr stran (L/D) (obvykle mezi 18:1 a 22:1), snížení doby zdržení materiálu; nízký kompresní poměr (asi 1,8-2,5), vhodný pro PVC prášek nebo snadno stlačitelné částice; hluboká drážka pro šroub, snižující smykovou rychlost a tvorbu třecího tepla; přidání bariérové sekce nebo směšovací hlavy pro zlepšení stejnoměrnosti taveniny. Toto provedení efektivně řeší problém špatné tepelné stability PVC a zabraňuje přehřívání a rozkladu materiálů při plastifikaci. Materiál šroubu je obvykle vyroben z dvojitě legované oceli nebo speciálně povrchově upravený pro zlepšení odolnosti proti opotřebení a odolnosti proti korozi, aby se vyrovnal s kyselým plynem HCl, který může vznikat při zpracování PVC. Kromě toho je rozsah otáček šneku vstřikovacího stroje PVC relativně úzký (obvykle 30-70 ot / min) a lze jej přesně ovládat, aby se zabránilo nadměrnému střihu způsobenému příliš vysokou rychlostí.
- Optimalizace systému regulace teploty






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288